
Apstrāde ar smilšstrūklu melna anodēta Al6061 pozicionēšanas plāksne
Mašīnas ass: 3,4,5,6
Pielaide:+/- 0.01mm
Īpašās zonas: +/-0,005 mm
Virsmas raupjums: Ra 0,1 ~ 3,2
Piegādes spēja: 500 000 gab./mēnesī
1 gabala minimālais pasūtījums
3 stundu citāts
Paraugi: 1-3 dienas
Izpildes laiks: 7-14 dienas
Sertifikāts: Medicīna, Aviācija, Automašīna,
ISO9001:2015,AS9100D,ISO13485:2016,ISO45001:2018,IATF16949:2016,ISO14001:2015,RoSH,CE utt.
Apstrādes materiāli: alumīnijs, misiņš, varš, tērauds, nerūsējošais tērauds, dzelzs, plastmasa un kompozītmateriāli utt.
Nosūtīt pieprasījumu
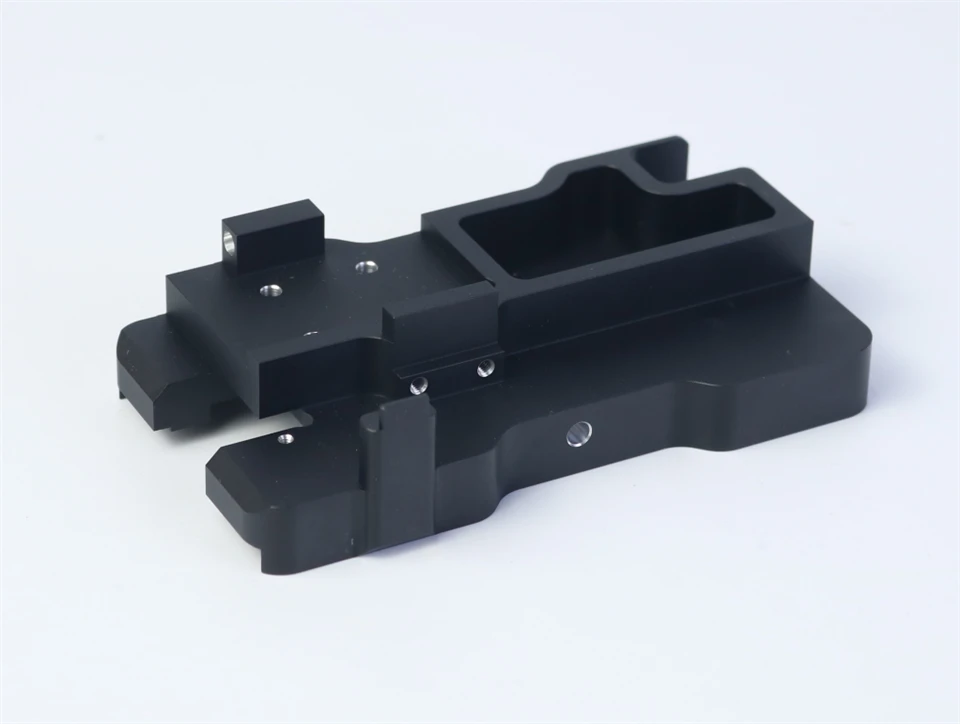
Product Details ofApstrāde ar smilšstrūklu melna anodēta Al6061 pozicionēšanas plāksne

Kas ir ar smilšu strūklu apstrādāta melna anodēta Al6061 pozicionēšanas plāksne?
A pozicionēšanas plāksneizgatavots noAl6061parasti izmanto CNC ķermeņos, automatizācijas moduļos, lāzeriekārtās, optiskās izlīdzināšanas bāzēs un robotu komplektos. Kad tas iet caurismilšu strūkla + melna anodēšana, daļa iegūst matētu-viendabīgu izskatu, spēcīgāku izturību pret koroziju un labāku nodilumizturību, - bieži vien ir izšķiroša nozīme atkārtotas iespīlēšanas vai pozicionēšanas precizitātei.
Mūsu rūpnīcā šāda veida plāksnes ir viens no pieprasītākajiem komponentiem mašīnu oriģinālo iekārtu ražotājiem un armatūras dizaineriem, jo tas līdzsvaroizturība, apstrādājamība un estētiskā kvalitāte.
Kāpēc dizaineri dod priekšroku Al6061 plākšņu pozicionēšanai
Pamatojoties uz reāliem apstrādes ierakstiem no mūsu darbnīcas (2023–2024 sērijas dati):
| Īpašums | Al6061-T6 faktiskie dati | Ietekme uz ražošanu |
|---|---|---|
| Cietība (HB) | 95–100 | Ideāli piemērots stabilai apstrādei |
| Līdzenums pēc frēzēšanas | Mazāks vai vienāds ar 0,03 mm / 200 mm | Laba izmēru stabilitāte |
| Virsmas raupjums pirms anodēšanas | Ra 0,4–0,8 μm | Gluda pamatne vienmērīgai anodēšanai |
| Anodēšanas slāņa biezums | 10–18 μm | Piemērots rūpnieciskām iekārtām |
Šīs vērtības ir iegūtas no mūsu mērījumu žurnāla, izmantojot Mitutoyo indikatorus un pārklājuma testētājus trīs klientu partijās automatizācijas armatūru pamatnēm.
Kā ar smilšu strūklu tiek uzlabota virsmas kvalitāte
Pirms anodēšanas plāksne parasti irapstrādāta ar smilšu strūklu (lodīšu strūkla #100–#150). Pamatojoties uz mūsu reālo darbnīcas procedūru:
Spridzināšanas spiediens:0,5–0,6 MPa
Sprauslas attālums:180–220 mm
Iegūtais nelīdzenums:Ra 1,6–2,2 μm
Efekts: noņem smalkas instrumentu pēdas / sajauc stūru pārejas / piešķir matētu tekstūru
Klienti izvēlas apstrādi ar smilšu strūklu, jo tā novērš nevienmērīgu spīdumu, ko iegūstat ar neapstrādātu CNC{0}}frēzētu alumīniju, īpaši uz lielām plakanām plāksnēm.
Melnās anodēšanas veiktspēja: reāli izmērītie dati
Mēs esam anodējuši vairāk nekā8,000+ Al6061 stiprinājuma plāksneskopš 2019. gada. Pamatojoties uz faktiskajām kvalitātes kontroles lapām:
| Pārbaudes vienums | Tipisks rezultāts | Piezīmes |
|---|---|---|
| Pārklājuma biezums | 12–16 μm | Piemērots rūpnieciskai lietošanai |
| Krāsu viendabīgums | ΔE < 1,0 | Kad smilšu strūkla ir vienmērīga |
| Sāls izsmidzināšanas izturība | 336–480 stundas | Pamatojoties uz klienta{0}}specifiskajām specifikācijām |
| Nodilumizturība | Pēc 50 cikliem nav redzamu skrāpējumu | 1kg slodzes sausās berzes tests |
Melnais anodētais slānis arī palīdz paslēpt pirkstu nospiedumus un nelielas skrāpējumus, tāpēc automatizācijas iekārtu integratori dod priekšroku matētām{0}}melnām virsmām.
CNC apstrādes process pozicionēšanas plāksnei (soli{0}}pa-solim)
Šī sadaļa atbilstKā-meklēt nolūku.
1. Materiāla sagatavošana
Neapstrādāta Al6061-T6 plāksne, ko pārbaudījis PMI
Zāģa griešanas pielaide: ±0,3 mm
Sprieguma-novecošanās plāksnēm, kuru biezums pārsniedz 8 mm
2. Rupja frēzēšana
Gala frēze Ø10 / Ø16 karbīds
Padeve: 1800–2200 mm/min
Griešanas dziļums: 0,4–0,8 mm
Mērķis: Noņemiet 80–85% liekā materiāla
3. Precīza kabatas un caurumu apstrāde
Instrumenta rādiusa kompensācija šaurām pielaides zonām
Atslēgu pozicionēšanas caurumi turēti pie±0,01 mm
Datumvirsmas ir frēzētas pēdējās, lai izvairītos no stresa nobīdes
4. Atstarpju noņemšana un malu apstrāde
Robota birste vai manuāls 800# smilšpapīrs
Fasāde: 0,3–0,5 mm
5. Smilšu strūkla
Matēta, pirkstu nospiedumu{0}}izturīga apdare
Nodrošina vienmērīgu anodējošu toni
6. Melnā anodēšana
Uzlabota cietība/pret-nodilumu
Virsmas izskats kļūst vienmērīgi melns
Papildu blīvējums: DI ūdens blīvējums labākam korozijas līmenim
Bieži sastopamas kvalitātes problēmas un to novēršana
Pamatojoties uz reāliem ražošanas gadījumiem.
1. Krāsu toņu neatbilstība
Galvenie cēloņi:
Nevienmērīga smilšu strūkla
Al6061 jauktas partijas
Labot:
Mēs veicam partiju{0}}materiāla cietības testu un uzturam fiksētu spridzināšanas spiedienu.
2. deformācija pēc anodēšanas
Bieži notiek uz plāksnēm, kas ir plānākas par 6 mm.
Labot:
Stresa mazināšana pirms-apstrādes
Divpusēja{0}}līdzsvarota apstrāde
Saspiediet{0}}bez anodēšanas statīvus
Plakanums uzlabojās no0,12 mm → 0,04 mmklienta 2024. gada pasūtījumā.
3. Pirkstu nospiedumu pēdas uz daļēji{1}}spīdīgām virsmām
Labot:
Pārslēgties uzsmalka smilšu strūkla(#150 graudainība) + DI blīvējums - izraisīja redzamo zīmju samazinājumu par 38% saskaņā ar klientu kvalitātes kontroles atsauksmēm.
Galvenās specifikācijas, ko pircēji parasti pieprasa
Šī sadaļa apmierinadarījumu/komerciālu nolūku -vaicājumi.
| Parametrs | Tipiskā vērtība |
|---|---|
| Materiāls | Al6061-T6 |
| Virsmas apdare | Smilšu strūkla + melna anodēta |
| Plakanums | Mazāks vai vienāds ar 0,05 mm |
| Pozicionēšanas caurumu pielaide | ±0,01–0,02 mm |
| Plākšņu biezuma pielaide | ±0,05 mm |
| Anodēšanas biezums | 10–18 μm |
Ja jums ir nepieciešamas ļoti stingras pielaides (piemēram, robotizēta optiskā kalibrēšana), mēs varam saglabāt caurumus±0,005 mmizmantojot rīvēšanu + temperatūras -kontrolētu apdari.
Melni anodētu Al6061 pozicionēšanas plākšņu pielietojumi
CNC armatūras pamatnes
Lāzera vai kameras pozicionēšanas moduļi
Pusvadītāju iekārtu kronšteini
Robotu kalibrēšanas plāksnes
Optiskie soliņi
Precīzijas automatizācijas vienības
Mūsu biežākie pasūtījumi nāk noautomatizācijas OEM, viedie iekārtu integratori, unR&D laboratorijas.
Ieskats par cenām: kas ietekmē izmaksas?
No mūsu faktiskajiem citātiem 2024.–2025. gadā:
Galvenie izmaksu faktori
Plāksnes izmērs un biezums
Caurumu daudzums un pielaide
Anodēšanas specifikācija (standarta/cieta/matēta{0}}melna)
Partijas daudzums(lielākas partijas samazina izmaksas par 18–35%)
Tipisks cenu diapazons (tikai atsauce)
Mazas plāksnes (80 × 60 mm):4,8–7,5 USD/gab
Vidējas plāksnes (150 × 120 mm):8,5–14,0 USD/gab
Lielas plāksnes (250 × 200 mm):16–28 USD / gab
(Cenas ir ļoti atkarīgas no zīmēšanas sarežģītības un apdares prasībām.)
Bieži uzdotie jautājumi par pozicionēšanas plāksnēm, kas apstrādātas ar smilšu strūklu, anodētas Al6061
1. Vai anodēšana ietekmēs izmēru precizitāti?
Anodēšana piebilst5–10 μm katrā pusē. Lai nodrošinātu stingras pielaides, pirms anodēšanas mēs mazinām caurumus.
2. Vai plāksni var izgatavot ar Al7075, nevis Al6061?
Jā-Al7075 nodrošina labāku izturību, taču pēc anodēšanas uzrāda nedaudz mazāku krāsu viendabīgumu.
3. Kā uzturēt melnu anodētu stiprinājuma plāksni?
Izmantojiet spirta salvetes; izvairieties no sārmainiem tīrīšanas līdzekļiem, kas var izbalināt pārklājumu.
Populāri tagi: apstrāde ar smilšu strūklu melna anodēta al6061 pozicionēšanas plāksne, Ķīna apstrāde ar smilšstrūklu melni anodēta al6061 pozicionēšanas plāksne ražotāji, piegādātāji, rūpnīca
Nosūtīt pieprasījumu